
En la aplicación de bombas centrífugas para sistemas HVAC, uno de los fenómenos más temidos y a la vez más malentendidos es la cavitación; sin embargo, quienes han estado frente a una bomba cavitando saben y conocen la gravedad de la situación, y entienden que esto debe evitarse en la medida de lo posible, ya que puede significar la pérdida total de la bomba, originando paros en el sistema y, tentativamente, sensibles pérdidas monetarias para el usuario.
Karla Real Méndez
A pesar de lo misterioso que pudiera concebirse el tema (existe una gran cantidad de personas dentro del campo HVAC que parecen no saber o entender realmente qué significa que “una bomba cavite”), en realidad, el fenómeno de la cavitación puede explicarse de un modo concreto y simple. La cavitación es, sencillamente, un fenómeno que se presenta en dos etapas y que puede causar grandes daños en los componentes internos de una bomba, los cuales pueden dejar el equipo inservible de manera definitiva.
Presión de vapor y carga neta positiva en la succión (NPSH)
Para entender aquello que se define como cavitación, sus causas, consecuencias y cómo evitar que suceda, primero es vital comprender algunos conceptos. Uno de los principales es la Carga Neta Positiva en la Succión (NPSH, por sus siglas en inglés), que a su vez exige entender lo que significa la presión de vapor.
La presión de vapor es aquélla que se requiere para que un líquido hierva a una temperatura en particular. A distintos valores de temperatura le corresponden ciertos valores de presión de vapor. Ambos conceptos van de la mano y, al modificarse uno de ellos, el otro, por consecuencia, cambia también; por ejemplo, el agua a temperatura ambiente no se evapora, debido a que la presión de vapor del agua a temperatura ambiente está por debajo de la presión atmosférica. Sin embargo, si se aumenta la temperatura del agua a 100 grados centígrados, ésta empieza a hervir, ya que a esa temperatura la presión de vapor correspondiente es mayor que la presión atmosférica.
¿Qué relación tiene lo anterior con la cavitación y la NPSH? La NPSH es la presión mínima que se debe tener en la succión de la bomba para evitar que quede por debajo (aunque sea momentáneamente) de la presión de vapor del agua dentro de la bomba; de este modo, se asegurará que el equipo operará satisfactoriamente.
La NPSH que se necesita, o se requiere, para que un equipo funcione de manera adecuada aparece indicada en la curva de la bomba y depende del gasto que el equipo manejará. Dicho nivel está dado de fábrica y no es posible hacer nada para cambiarlo.
Es este valor el que se debe tratar de mantener como mínimo todo el tiempo; de hecho, se recomienda utilizar un factor de seguridad. La NPSH que realmente se tendrá una vez que se instale el sistema es la llamada disponible, la cual depende de presiones reales y alturas del sistema (entre otras cosas), y con este valor sí es posible jugar para asegurarse de cumplir con el requerido. ¿Qué sucede si esto no se consigue?
El proceso de cavitación
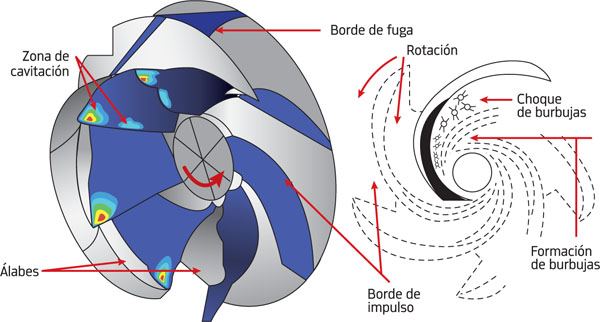
Como se mencionó anteriormente, el fenómeno conocido como cavitación está compuesto en realidad por dos etapas. La primera de ellas se da cuando el agua que circula en las tuberías llega a la succión de la bomba y hace un primer contacto con el ojo del impulsor. En este momento, debido al choque del agua con el cuerpo de la bomba, al cambio de dirección que sufre el agua y a las pérdidas por fricción (minúsculas en este punto, probablemente, pero aun así existentes), se presenta una caída de presión (se sabe que una vez que el agua sale de la bomba, esta pérdida se habrá compensado y con creces). Entonces, se presenta una caída de presión ligera inmediatamente después de que el agua entra en la bomba por el ojo del impulsor.
Ahora, con el supuesto de que durante la etapa de diseño no se revisó si se cumplía con la NPSH requerida por la bomba y, de hecho, la presión en la succión que se tiene en el sistema (ya instalado) es peligrosamente baja para empezar, la ligera caída de presión mencionada provoca que el sistema quede por debajo de la presión de vapor del agua.
Al momento de quedar por debajo de este valor, una pequeña parte del agua (que en estos momentos ya está dentro del impulsor de la bomba) se evaporará, y estas burbujas de vapor se adherirán a los álabes del impulsor; aquí termina la primera etapa del proceso de cavitación.
Como habría de esperarse, la presión del agua dentro de la bomba aumenta casi instantáneamente después de la generación de las burbujas, y al subir la presión por encima de la presión de vapor, existe nuevamente un cambio de fase: las burbujas colapsan y el vapor en ellas vuelve a estado líquido. Ahora bien, ¿dónde estaban las burbujas de vapor de agua al momento de colapsar? Se encontraban adheridas a las paredes del impulsor. Este colapso sucede con tal fuerza que produce un daño en las superficies cercanas, los álabes del impulsor y algunas incluso en la carcasa. El colapso de estas burbujas de vapor es la segunda etapa del proceso de cavitación.
Desde el momento en que se genera una burbuja de vapor hasta el instante en que se colapsa e implota pasan en promedio 3 milisegundos, lo que significa que en un muy corto tiempo pueden producirse muchísimas burbujas. Dependiendo de la severidad del problema, una bomba cavitando puede trabajar sin grandes pérdidas por años o puede verse destruida en cuestión de días.
Los efectos
Una vez que se presenta, la cavitación se manifiesta externamente como ruido excesivo durante la operación de la bomba, un sonido muy característico que indicaría que “hay piedras dentro de la bomba”; el fenómeno se puede apreciar fácilmente con el colapso de las burbujas de vapor en forma de estallidos. Lógicamente, estos impactos generan también vibración en el equipo, que en casos extremos puede ocasionar fallas en el funcionamiento de sellos y otros elementos que usualmente sufren fatiga en su operación.
Internamente, cada pequeño estallido erosiona la superficie del impulsor, lo que genera desprendimiento de material y, por consecuencia, desgaste. Si la cavitación se presenta por periodos de tiempo prolongados antes de que se tomen medidas para corregir el problema, el desgaste y el daño que sufra el impulsor pueden ser tan severos que éste quede completamente inservible.
Además del impulsor, las paredes de la carcasa o voluta también pueden sufrir daños; pero, debido a la diferencia en los materiales de fabricación, el impulsor sufre un desgaste considerable con mucha mayor velocidad. Otro de los efectos de la cavitación es la pérdida en la capacidad de la bomba, puesto que ahora existen burbujas de vapor en donde debería de haber solamente agua.
Como puede imaginarse, tales efectos tienen su propias repercusiones y consecuencias. En el caso del ruido, puede ser sumamente molesto, sobre todo si los equipos no están alejados de áreas de trabajo o residencias; las vibraciones excesivas y continuas pueden provocar problemas en sellos o rodetes; la pérdida en capacidad (flujo y carga) no suele ser muy grave, pero puede serlo. Probablemente, de todos los efectos de la cavitación, el más grave es el desgaste en el interior de la bomba, puesto que puede acortar dramáticamente la vida útil del equipo, reduciéndola a meses, semanas o incluso días en casos muy críticos.

Cavitación fuera de la bomba
A pesar de que este artículo está enfocado en la cavitación que se presenta en el equipo de bombeo, dentro de un sistema de tuberías se puede presentar el problema en otros puntos, derivado de estrangulamientos en la tubería y válvulas. Entre estos, un caso común se encuentra en la válvula multipropósito en la descarga de la bomba, sobre todo cuando el equipo de bombeo está sobredimensionado y se debe estrangular en gran medida la válvula para lograr los flujos adecuados.
Evitar la cavitación
Ahora que se conocen las causas y los efectos del fenómeno de la cavitación, es preciso revisar qué se puede hacer para evitar que se presente en algún proyecto.
En principio, es posible evitar la cavitación si se toman precauciones desde la etapa de diseño. Una de las maneras más sencillas de prevenir problemas futuros es revisando el valor de la NPSH requerida que aparece en la curva de la bomba, para lo cual se necesita el galonaje que utilizará la bomba y, por supuesto, la curva.
Se debe recordar que cuando se trabaje con la curva de una bomba no es posible hacer estimaciones ni suposiciones sobre un comportamiento no graficado. No se deben “extender” curvas tratando de predecir qué sucederá con el equipo en un punto no graficado después del final de la curva, por ejemplo, o “tener una idea” del comportamiento del equipo con base en la curva de una bomba similar.
Una vez que se obtenga el dato de la NPSH requerida, se deberá de revisar lo que se tiene como NPSH disponible y hacer ajustes en esta etapa. Si después de comparar la NPSH requerida con la NPSH disponible, se concluye que la bomba que se ha seleccionado cuenta con una NPSH requerida mayor que la disponible, habrá dos opciones para actuar: cambiar el flujo o cambiar la bomba. Si no es posible realizar ninguna de las dos cosas, la solución siguiente será aumentar la NPSH disponible.
Para lograr esto, se deberán disminuir en la medida de lo posible las pérdidas por fricción en la tubería de succión, además de presurizar el sistema o modificar, en lo posible, las temperaturas de operación para cambiar la presión de vapor del agua en las tuberías, entre otras acciones.
Existen muchos más temas por explorar respecto del fenómeno de la cavitación si se quiere entrar en detalles, como el comportamiento de las moléculas del agua cuando cambian de fase o un análisis de las etapas en las que las burbujas de vapor implotan; la ubicación exacta de los daños en el equipo y el significado de esta ubicación, entre otras cosas; sin embargo, más importante que entender estos puntos a detalle, es comprender por qué se presenta el fenómeno y recordar que la cavitación no se da porque el equipo esté mal o venga defectuoso: la cavitación es causada por una mala selección del equipo o un diseño inadecuado. Por fortuna, ambas cosas pueden prevenirse.

Al seleccionar la bomba, es preciso recordar que se debe tratar de seleccionar un equipo que se encuentre operando en la parte central de la curva. Elegirlo de este modo no sólo previene la cavitación (al requerir NPSH bajas en esta área de la curva), sino que promueve el funcionamiento óptimo del equipo. Si se trabaja muy a la izquierda o muy a la derecha, se desencadenarán problemas de desempeño, además de que se presentarán riesgos considerables de daño.
En cuanto al sistema, ya se habló acerca de la importancia de realizar un buen diseño y tomarse el tiempo para verificar que se cumple, cuando menos, con la NPSH requerida, según la información que proporciona el fabricante.
Sobre esto mismo, existe el rumor de que algunos fabricantes de bombas exageran en sus valores publicados de NPSH requerida; independientemente de si el rumor es cierto o no, se debe de hacer todo lo posible para mantener la NPSH disponible por encima de este valor en todo momento, sin confiar en que quizás lo que está graficado en la curva ya incluye un factor de seguridad. Si en la aplicación del proyecto se estima que habrá una variación del flujo durante la operación del sistema, se debe revisar la NPSH requerida del flujo mayor que podría llegarse a tener en cualquier circunstancia.
De cualquier manera, no se debe de subestimar jamás la gravedad de este fenómeno. Muchas veces puede llegar a pasar desapercibido, sobre todo en instalaciones donde la inspección y el mantenimiento de los equipos no se llevan a cabo de modo riguroso, o donde ya existen otras fuentes de ruido o vibración que pudieran ocultar la manifestación de cavitación en los equipos de bombeo. Por ello es importante incluir “ruido proveniente del interior de la bomba” y “vibración” en la lista de verificación en el mantenimiento de rutina de los equipos de bombeo, ya que pueden ser indicadores de problemas serios (y costosos) a futuro.
————————————————————————————————————————-
Karla Real Méndez
Especialista en Ingeniería de Aplicación HVAC. Egresada de la carrera de Ingeniero Mecánico de la Universidad Autónoma de Baja California. Cuenta con más de 11 años de experiencia en la industria del aire acondicionado, siete de ellos en el diseño de sistemas industriales HVAC. Impartió la materia de Aire Acondicionado Industrial en la Universidad Autónoma de Baja California de 2004 a 2009. Forma parte de la 13va generación del Seminario de Especialistas de ocho semanas en la Little Red School House de Bell & Gossett, en Morton Grove, IL.